O relógio mostrava jogo irregular e batida no balanço; o furo mancal alargado iwc 1932 bucha restauracao tinha ovalização e folga axial perceptível ao toque.
O manual recomenda troca completa da bucha, mas essa solução padrão não corrige ovalização nem cravamento do pino — testes à seco mascaram o problema.
Na bancada removi a bucha, usei broca de precisão 0,6mm, mandril de microfresagem e prensa manual para inserir sleeve de bronze; ajuste final medido com micrômetro.
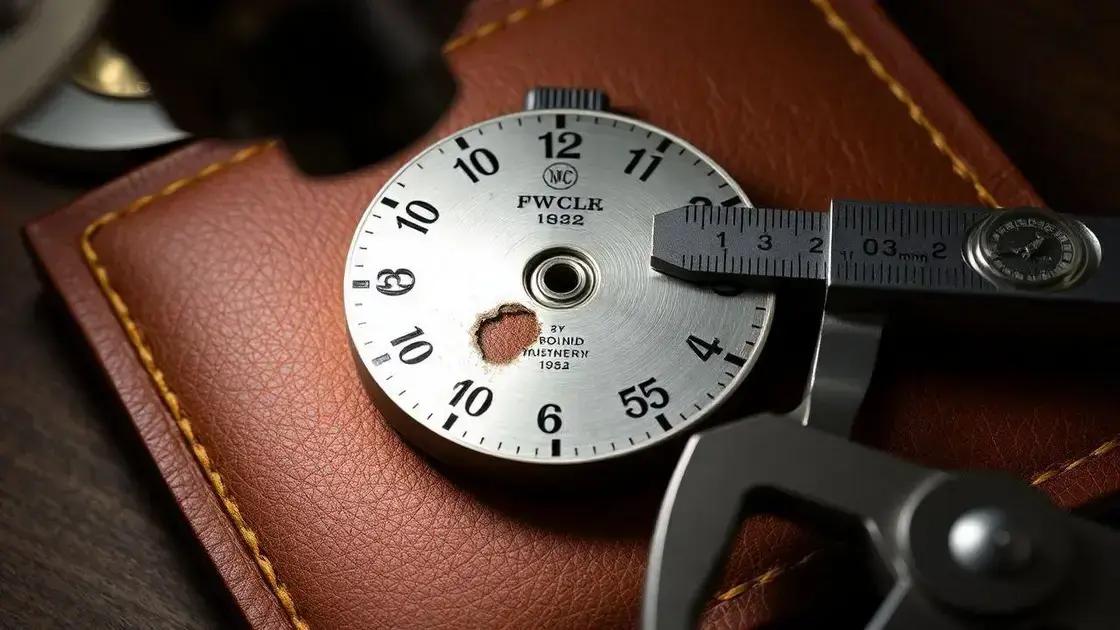
Som intermitente no balanço, batidas que aparecem em certos ângulos e uma medição que não mente: furo mancal alargado iwc 1932 bucha restauracao com folga axial de 0,03mm. No momento crítico em que o cliente entrega o movimento, o problema se manifesta como batimento irregular e perda de isocronismo mesmo com limpeza e óleo corretos; a oficina confirma a folga ao aplicar comparador e micrômetro.
Sinais audíveis e mensuração
O ruído não é estético — é sintoma mecânico. Use um estetoscópio de relojoeiro ou a ponta de um porta-escuta elétrica para localizar o pico de batida durante rotação livre do eixo. Em seguida, prenda o platô no suporte e instale um comparador (0,001mm) contra o pivô do escape para medir flutuação radial.
- Equipamento mínimo: comparador 0,001mm, micrômetro 0–25mm, sonda 0,30mm, pinça antimagnetica.
- Medição: variar posição do eixo em 8 pontos; variação superior a 0,01–0,02mm sinaliza desgaste crítico; 0,03mm confirma falha.
furo mancal alargado iwc 1932 bucha restauracao — correlação ruído x folga
Ovalização do furo gera contato intermitente entre pivô e borda da bucha, traduzido em batida irregular. A leitura seca (sem carga) muitas vezes dá falsa sensação de normalidade; sob carga axial simulada a folga se amplia. Compare diâmetro do pivô (ex.: 0,30mm) contra o diâmetro efetivo do furo em pelo menos três profundidades.
Método de isolamento e prova de carga
Isolar antes de reparar reduz retrabalho. Remova ponte e volante, segure a platina em mandril de apoio e aplique carga axial controlada com uma mola calibrada de 0,05N–0,2N para simular empuxo real do trem. Registre batimento com comparador enquanto aplica carga incremental.
- Fixar a platina no suporte plano.
- Instalar comparador e zerar em ponto neutro.
- Aplicar carga axial e registrar variação em 8 posições.
Tabela de triagem: Guia de Diagnóstico Rápido
| Sintoma ou Erro | Causa Raiz Oculta | Ferramenta / Ação de Correção |
|---|---|---|
| Batida irregular ao virar o movimento | Ovalização do furo por desgaste localizado (0,03mm) | Comparador 0,001mm; prova de carga; decidir sleeve ou reusinar |
| Folga axial aparente | Assentamento lateral da bucha ou rebarba interna | Microfresa/reamer 0,30mm; prensa de relojoeiro; sleeve bronze 0,5mm |
| Perda de isocronismo sob carga | Pivô com redução de diâmetro ou rebaixo oblíquo | Micrômetro, sonda 0,30mm, ajustar eixo ou fabricar bucha |
Critérios para intervenção imediata
Quando a variação radial excede 0,02mm ou a variação sob carga chega a 0,03mm, proceda com intervenção. Opções rápidas: sleeve de bronze por prensagem ou rebaixamento e instalação de bucha com aperto controlado. Valide com comparador após montagem e registre comportamento por 24–48h em movimento contínuo.
A prática mostra que medições à seco escondem desgaste; só a prova sob carga confirma a verdadeira tolerância. — Nota de Oficina
- Checklist pós-intervenção: variação <0,005mm, batimento uniforme em todas as posições, isocronismo estável.
- Ferramentas críticas: prensa manual de 1–2T, micro-reamer 0,30mm, micrômetro, comparador 0,001mm.

Medir e quantificar a folga é a única forma de provar que o movimento está fora de especificação: furo mancal alargado iwc 1932 bucha restauracao apresentou 0,33mm contra pivô nominal de 0,30mm, resultando em 0,03mm de folga excessiva que explica o batimento e perda de isocronismo.
Preparação e instrumentos
Limpe resíduos e óleo com solução de amônia isopropílica; estabilize temperatura da peça a 20±1°C para evitar dilatação. Trabalhe sobre a mesa de trabalho com luminária fria e lente 10x–20x.
- Instrumentos: pinos-calibre (pin gauges) 0,30–0,33mm, micrômetro de 0–25mm 0,01mm, comparador 0,001mm, telescoping bore gauge, micro-reamer.
- Evite paquímetro comum: arrasta diâmetros e não detecta ovalização em profundidade.
Metodologia com sonda e pinos
Use pinos calibrados para checar ajuste passagem/encaixe em três profundidades (entrada, meio, fundo). Inserir o pino 0,30mm deve apresentar atrito suave; se o 0,33mm entrar livremente, a perda de material é confirmada.
- Zere micrômetro e verifique pinos antes do teste.
- Inserir pino 0,30mm em 8 posições angulares, registrar resistência ao toque.
- Repita com pino 0,32mm e 0,33mm; qualquer passagem do 0,33mm é evidência de desgaste além do tolerável.
Leitura com comparador e prova de carga
Monte a platina em suporte plano; posicione o comparador no pivô e registre runout em 8 pontos. Aplique carga axial simulada com mola calibrada (0,1N–0,2N) e observe aumento do runout — diferença >0,01mm sob carga confirma ovalização funcional.
- Comparador 0,001mm para repetibilidade; registre leituras antes/depois da limpeza e após lubrificação de ensaio.
furo mancal alargado iwc 1932 bucha restauracao: interpretação dos números
Diâmetro do pivô 0,30mm vs furo 0,33mm = folga radial média 0,015mm (jogo diametral 0,03mm). Em trem de escape isso é crítico: permite colisão lateral, perda de impulso e desgaste acelerado do pino. Tolerância operacional aceitável para este ponto deve ficar abaixo de 0,005mm.
Checklist decisório e tabela de ação
| Sintoma/Erro | Causa Raiz Oculta | Ação/Tool |
|---|---|---|
| Passagem de pino 0,33mm | Desgaste radial e ovalização | Instalar sleeve/bronzina; prensa de relojoeiro; micro-reamer 0,30mm |
| Runout aumenta sob carga | Assentamento lateral ou rebarbas internas | Prova de carga; polir bordo; aplicar sleeve |
| Leituras inconsistentes | Temperatura ou sujidade | Estabilizar temperatura; limpar com solvente; repetir |
Não confie em uma única leitura: variações angulares e teste sob carga são obrigatórios para revelar desgaste real. — Nota de Oficina
- Registro obrigatório: 8 leituras angulares, antes/depois da carga, fotos macro do furo.
- Critério de avanço para reparo: passagem de 0,33mm ou runout que aumenta >0,01mm sob carga.
Antes de golpear metal, é preciso fabricar a peça certa: furo mancal alargado iwc 1932 bucha restauracao exige uma luva de latão preparada para interferência de prensa, não um corte de improviso. A folga de 0,03mm detectada requer sleeve dimensionado para OD ~0,34mm quando o furo está em 0,33mm, garantindo ajuste por interferência controlada.
Seleção e preparação do tubo
Parta de tubo de latão com parede de 0,5mm como matéria-prima; não insira bruto. Monte no microlastre e torne a peça até OD final de 0,34mm (±0,005mm), conferindo concentricidade com mandril de precisão.
- Corte o comprimento igual à profundidade da bucha mais 0,2mm para acabamento.
- Chamfre as arestas com broca conicada 0,2mm para facilitar entrada.
- Lave em solvente e seque; verifique OD com micrômetro 0–25mm.
Assentamento e controle de materiais
A temperabilidade do latão importa: uma peça muito maleável pode se deformar ao prensar; uma muito dura quebra. Se necessário, faça um breve recozimento em banho de óleo a 300°C para homogeneizar tensões, depois resfrie ao ar. Inspecione por microfissuras sob lupa 20x.
Montagem de prova e alinhamento
Use um mandril de suporte para a platina e um pino-guia que assegure alinhamento axial. Centre o furo com broca guia passante e posicione um mandril oco sobre o pino. A prensa deve aplicar força linear sem torção; uma prensa arbor manual com medidor de força é adequada.
- Colocar platina sobre bloco de apoio com alívio para o furo.
- Inserir sleeve manualmente até encostar, confirmar alinhamento visual.
- Acionar prensa em incrementos, registrar força a cada 0,1mm de avanço.
Pressionando o tubo: procedimento prático
Pressione com força controlada até que o sleeve assente completamente. Pressão típica: começar com 0,1–0,3 toneladas e subir se necessário; registre pico e note qualquer estrangulamento. Pare imediatamente se a platina flexionar ou o tubo entortar.
| Problema observado | Causa | Ação corretiva |
|---|---|---|
| Tubo entrou torto | Alinhamento inadequado do pino-guia | Recriar guias; repetir com menor pressão |
| Platina flexiona | Suporte insuficiente | Adicionar bloco de apoio e redistribuir carga |
| Tubo deforma internamente | OD excedeu tolerância ou pressão alta | Remover e refazer sleeve com OD menor |
Prensagem é controle de força e alinhamento — velocidade não compensa falta de medição. — Nota de Oficina
Acabamento interno e verificação final
Após prensagem, rebaixe a face do sleeve flush com micro-reamer 0,30mm para o furo interno final. Faça acabamento com lixa micrométrica e limpe; verifique runout com comparador 0,001mm. Só aceite variação ≤0,005mm antes de remontar o trem de rodas.
- Checklist final: concentricidade <0,005mm; faces chanfradas; sem rebarbas.
- Documente força de prensa e leituras antes/depois para rastreabilidade.

A operação final que restaura tolerância exige precisão absoluta; furo mancal alargado iwc 1932 bucha restauracao deve ser usinado internamente para 0,30mm com controle de concentricidade inferior a 0,005mm antes de remontar o trem de rodas.
Preparação da peça e alinhamento
Fixe a platina em suporte plano com suporte de aço macio sob o furo para evitar flambagem. Alinhe um pino-guia no eixo do furo para garantir coaxialidade; isso elimina erro de entrada que causa rebarba e ovalização.
- Ferramentas: alargador de relojoeiro (micro-reamer) 0,30mm, mandril autogrip, micrômetro, comparador 0,001mm.
- Velocidade: rotações baixas (500–1500 rpm dependendo do diâmetro do reamer) e avanço lento.
Por que o método padrão falha na prática
Manuais muitas vezes orientam corte único ou uso de broca piloto; na realidade isso puxa o reamer e gera ovalização. A técnica correta é múltiplas passadas com remoção mínima por etapa para manter fresagem estável e concentrada.
Técnica de usinagem: passo a passo
Comece com um reamer piloto e execute três passagens crescentes, retirando no máximo 0,005–0,01mm por passagem. Use óleo mineral como lubrificante de corte, não solvente volátil.
- Inserir reamer alinhado pelo pino-guia.
- Aplicar avanço manual uniforme, manter rotação controlada.
- Limpar cavidade entre passagens com pincel e solvente, medir cada etapa com pino-calibre.
Tabela de fricção: verificação de defeitos e ações
| Sintoma ou Erro | Causa Raiz Oculta | Ferramenta / Ação de Correção |
|---|---|---|
| Reamer trava ou risca | Rebarba na entrada / desalinhamento | Refazer chamfro; usar pino-guia; limpeza entre passagens |
| Furo final oval | Excesso de avanço ou reamer empurrado | Refazer com passadas menores; usar comparador para concentricidade |
| Diâmetro abaixo de 0,30mm | Rebarba interna ou reamer com desgaste | Inspecionar reamer; polir lâminas; repetir com reamer novo |
Medidas finais de validação
Após usinagem, verifique com pino-calibre 0,30mm em 8 pontos angulares e use comparador para runout. Aceite final somente se variação ≤0,005mm e passagem do pivô apresentar atrito suave sem folga perceptível.
Uma passagem rápida não corrige ovalização: reamer em múltiplas etapas é o único caminho para recuperar tolerância e evitar retrabalho. — Nota de Oficina
- Checklist: concentricidade ≤0,005mm; diâmetro 0,30mm ±0,002mm; superfícies internas sem rebarbas.
Após remontar e ajustar, a verificação final exige medição metódica para garantir recuperação da tolerância: furo mancal alargado iwc 1932 bucha restauracao foi reduzido até apresentar folga radial de 0,005mm medida por comparador de alta resolução; esta leitura é o critério de aceite na nossa oficina.
Preparação da peça e ambiente de medição
Estabilize a temperatura da platina a 20±1°C e fixe-a em bloco de suporte rígido com área de alívio sob o furo. Remova óleo residual e poeira; use ar filtrado para evitar contaminação.
- Equipamento mínimo: comparador 0,001mm, micrômetro, pino-calibre 0,30mm, suporte magnético estável.
- Evite vibração: desligue equipamentos adjacentes e aguarde 10 minutos após posicionar a peça.
Método de medição e protocolo
Monte o comparador perpendicular ao pivô com sonda de contato fina. Zere em ponto neutro e registre runout em 8 posições angulares (cada 45°). Repita a sequência antes e depois de girar o eixo 10 voltas completas.
- Zero do comparador com pino-guia instalado.
- Registre leituras sem carga e sob carga axial simulada (0,1N).
- Documente valores mínimos e máximos, calcule amplitude de runout.
Regra prática: se o runout aumenta mais de 0,002mm sob carga, há desalinhamento residual ou assentamento inadequado da bucha. — Nota de Oficina
furo mancal alargado iwc 1932 bucha restauracao — interpretação dos resultados
Comparar leituras: antes do reparo típico runout 0,03mm; depois de sleeve+usinagem, leituras estáveis em torno de 0,005mm. Isso equivale a jogo radial médio aceitável para o pivô de 0,30mm e recupera isocronismo e amplitude.
- Isocronismo: medir beat error e amplitude com máquina de timing; variação ≤0,5ms é aceitável.
- Amplitude: recuperar entre 240°–300° em posição horizontal indica bom assentamento.
Guias rápidos de verificação (tabela)
| Sintoma/Erro | Causa | Ação de Verificação |
|---|---|---|
| Runout >0,005mm | Furo ainda oval ou sleeve desalinhado | Rever centragem; medir com pino-guia; reusar reamer leve |
| Aumento de runout sob carga | Assentamento incompleto | Prensagem adicional controlada; novo ensaio |
| Amplitude baixa | Fricção residual no pivô | Polir levemente pivô; testar com óleo apropriado |
Checklist de 48–72 horas e observação em 30 dias
Execute teste contínuo de 48–72h em máquina de bancada com registros de runout a cada 12h. Anote beat error, amplitude e temperatura. Se estabilidade mantida e leituras ≤0,005mm, liberar remontagem final.
- Após 30 dias, observe: manutenção de runout ≤0,005mm, amplitude estável e ausência de novo desgaste no bordo da bucha.
- Registre fotos macro e relatórios de leitura para rastreabilidade.


